

非鉻系鍍鋅螺絲
一般鉻系螺絲:
|
在日常生活及工業用途中,最常見的鍍鋅、鍍鎳、鍍鉻螺絲產品即青藍、五彩螺絲,這些產品成熟且單價低廉早已是螺絲產品中的主流。 青藍、五彩螺絲是在電鍍鋅層後,再以不同種類鉻系酸作表面化成處理的產品,效果雖好但其使用的鉻系酸早已對環境造成嚴重污染,目前受到法令的管制,過去的最當紅商用產品可能因為受到六價鉻的禁用法規在各地市場將因此遭遇淘汰的命運。故青藍及五彩等採用六價鉻系螺絲正在面臨環保法令的嚴格執行而從各地巿場消失的挑戰,首先輸往歐盟巿場已全面禁止逐步在其他巿場也將起連動效應,這是電鍍螺絲生產廠家必須面對的重大課題。 |
 |
比可製程非鉻系( Non-Chromate ) 螺絲:
士筌順應這個環保趨勢,積極投入非鉻系螺絲表面處理的技術開發,結合現有鍍鋅製程,目前已開發出無毒性且防蝕性能更優越的鍍鋅螺絲,希望能給未來鍍鋅螺絲巿場多一個選擇機會,強化鍍鋅螺絲的巿場競爭力,也更能契合21世紀人類對環境的要求。
傳統鍍鋅螺絲鉻酸皮膜與鍍鋅螺絲無鉻環保製程比較:
傳統鍍鋅螺絲鉻酸皮膜製程
→電鍍鋅層→脫脂→鉻酸化成→水洗→烘乾
鍍鋅螺絲無鉻環保製程
→電鍍鋅層→脫脂→水洗→塗裝產品→烘烤固化
性能比較:(鍍鋅層厚度 3~5µm 鍍鋅螺絲 )
( 如右圖 ) 鹽霧試驗 ( ASTM-B117-95 )
一般青藍螺絲<72hrs
鍍鋅螺絲 (採用 N4700 ) >500hrs
青藍鍍鋅螺絲 (採用 N4700) >600hrs
成本比較:鍍鋅400小時
|
步驟 |
程式 |
傳統製程 |
非鉻製程 |
成本 |
|
1 |
電鍍鋅層 |
C1 |
N1 |
C1 = N1 |
|
2 |
表面清洗 |
C2 |
N2 |
C2 = C2 |
|
3 |
皮膜化成 |
C3 |
N3= 0 |
C3>N3 |
|
4 |
鍍膜 |
C4= 0 |
N4 |
C4<N4 |
|
5 |
Cr6+ 廢水 |
C5 |
N5 = 0 |
C5 >>N5 |
|
6 |
鉻污泥固化 |
C6 |
N6 = 0 |
C6 >>N6 |
|
7 |
鉻污泥掩埋 |
C7 |
N7= 0 |
C7 >>N7 |
|
8 |
社會成本 |
C8 |
N8 |
C8>N8 |
|
總成本 |
CT |
NT |
CT >>NT |
|
螺絲件/小五金 奈米皮膜處理流程
1. 脫脂前處理段
|
清水預噴洗 |
鹼洗 (常溫) |
鹼洗 (加熱) |
清水洗 (第一段) |
清水洗 (第二段) |
離心甩乾水漬 |
|
∣ |
(NaOH 5%) |
(NaOH-5%) |
|
|
(直立式離心機) |
|
過濾 |
|
|
|
|
|
2. 奈米皮膜處理段
|
浸泡N4700系列藥水 |
離心甩乾回收 |
離心烘烤 (150℃×10分鐘) |
冷卻後完成 |
|
(1-2分鐘) |
(直立式離心機) |
(橫置式離心機) |
|
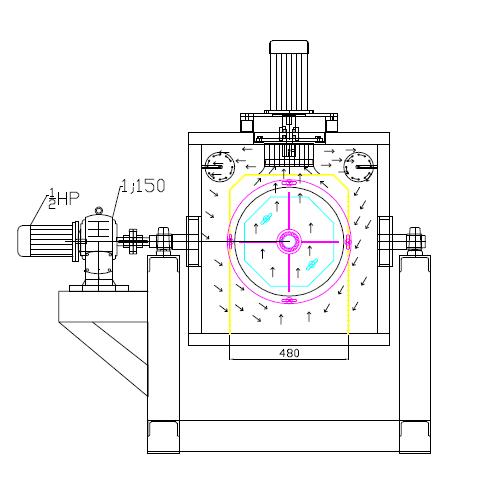
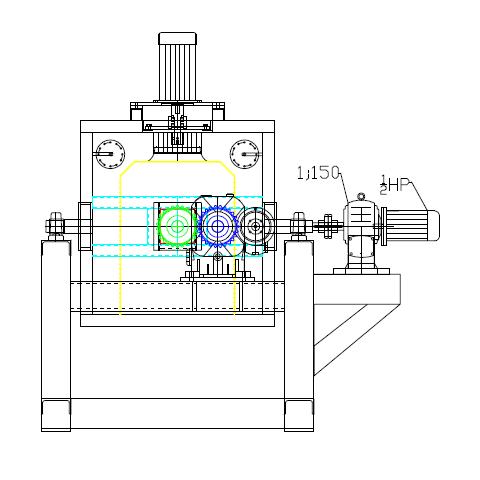
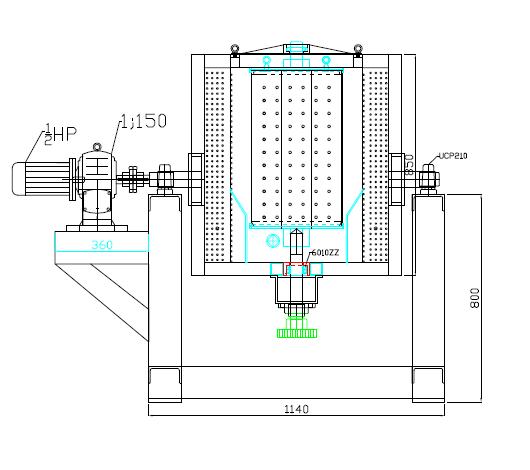
3. 可為用戶不同要求量身設計/製造全套奈米皮膜處理設備
 |
 |
 |
 |
| 直立轉橫置式離心機 | |
台灣山葉機車(YAMAHA MOTOR R&D TAIWAN)已於2013年3月份全面上線,專用於鍍鋅鎳螺絲上,通過要求鹽霧、耐候性測試(600小時)。